Home » Uncategorized
Toxicology
This topic warrants a separate discussion.
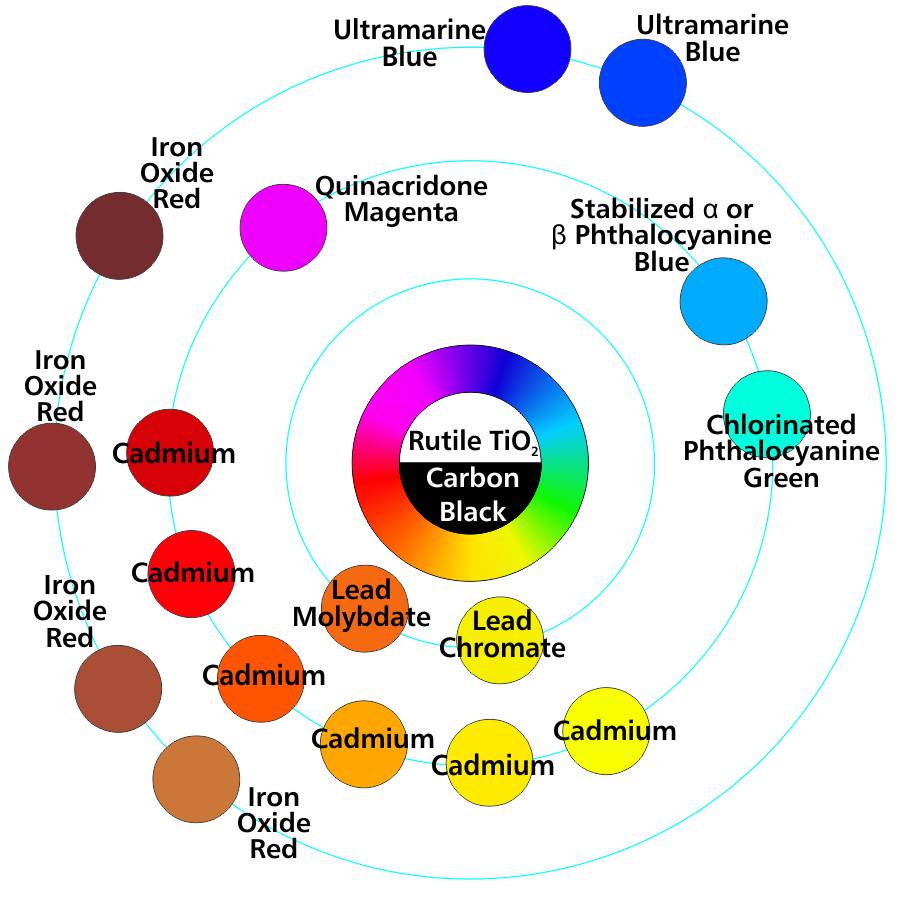
The early plastics colourist’s palette was dominated in the yellow, orange, red part of the colour spectrum by cadmium and lead containing pigments. Both types produce bright, opaque full-shade colours. Cadmium shades are slightly cleaner, brighter and cover a wider part of the colour spectrum, extending into greener yellows and bluer reds.
When it came to colouring plastics, organic pigment manufacturers (mostly German and Swiss companies) had a difficult time penetrating the yellow-orange-red area. In general the ‘organic equivalents’ had worse heat-stability, lower migration resistance, were not cost-effective and tended to undesirably nucleate resins.
What’s more, most of the cadmium colours could not be matched with available organic pigments in full-shade – they were brighter than their organic counterparts. The very bright monoazo Pigment Red 170 was an exception; consequently it was widely used in polyolefins in spite of its’ borderline migration resistance and medium heat-stability of ~240°C. The relatively recent introduction of bismuth vanadate yellows and DPP reds has made it possible to match more full-shade cadmium colours, but some remain out of reach.
Environmental, health and safety issues have been a feature of social politics in recent decades. These can be broadly grouped into toxicity issues, material handling issues and migration/contamination issues.
Material handling is not difficult to deal with – manufacturers can be bullied by legislation into adopting very tight controls. Migration/contamination issues represent a huge topic, which others are more qualified to address. This leaves toxicity issues…
There is no direct evidence of heavy-metal containing plastic colorants causing harm. During the latter part of the 20th century, in order to promote their products, organic pigment manufacturers successfully lobbied legislative bodies to demonise these pigments by raising doubts and implying negative consequences. The impact of this continues to reverberate in today’s social and political climate.
The manufacturers of heavy metal-containing pigments (mostly English companies) did a poor job of defending their products and did not counter attack by pointing out the environmental hazards associated with organic pigment production. Some of the intermediates used in azo pigment production like dichlorobenzidine, 2-aminobentriflouride, dichlorobenzene and orthoanisidine can be poisonous, carcinogenic, explosive, etc. Moving their production to China and India does nothing to ultimately solve the problem.
The organic pigment producers didn’t have it all their own way. By the 80’s the diarylides (which represent most of the useful disazo pigments) were also removed from the plastic colourist’s palette. They are known to generate carcinogenic 3,3’-dichlorobenzidine during their decomposition so they are now only recommended for low temperature (up to 200°C) plastic applications.
In Australia and New Zealand, AS2070-1999 Plastics materials for food contact use states –
Colourants: Colourants used in plastics materials for food contact use shall comply with the Council of Europe Resolution AP(89) 1, Resolution on the use of colourants in plastics materials coming into contact with food and with any subsequent amendments or revisions.
At present AP(89) 1 sets 0.1M HCl extractable limits for Cd, Se, Ba and Pb at 100 ppm, and hexavalent chromium at 1000 ppm. These limits are relatively easy to comply with, but manufacturing is increasingly aimed at a global market. With bismuth vanadate yellows and DPP reds providing more viable alternatives than were available before their introduction; and countries like Japan (world’s third largest cadmium producer) effectively banning lead and cadmium pigments, the overall trend seems to be towards a continuing slow reduction in the usage of pigments based on heavy metals.

Jon Paul
So far I am the only author on this website but this might change

© Vibron 2018