Home » Preparation of Concentrates
Preparation of concentrates
Click on any image to cycle through the images in this section


Plastics are most commonly coloured with concentrates. Concentrates are also used to incorporate additives such as thermal and light stabilizers, flame retardants, anti-static agents, anti-blocking agents, nucleating agents, slip agents and fillers.
Thermoplastic masterbatch is by far the most widely used concentrate. In Australia, masterbatch to liquid colour market share is probably greater than 10 to 1 by weight; whilst dry colour use is negligible.
Prior to extrusion all the masterbatch components are usually pre-blended in a slow to medium speed mixer. This may be a ribbon bender, cone blender or a high speed mixer. Slow, gentle mixers are preferred for highly concentrated organic pigments formulations, as care must be taken not to form large pigment agglomerates of a size not originally present. Some very shear-sensitive special effect pigments may be side fed downstream into already molten polymer.
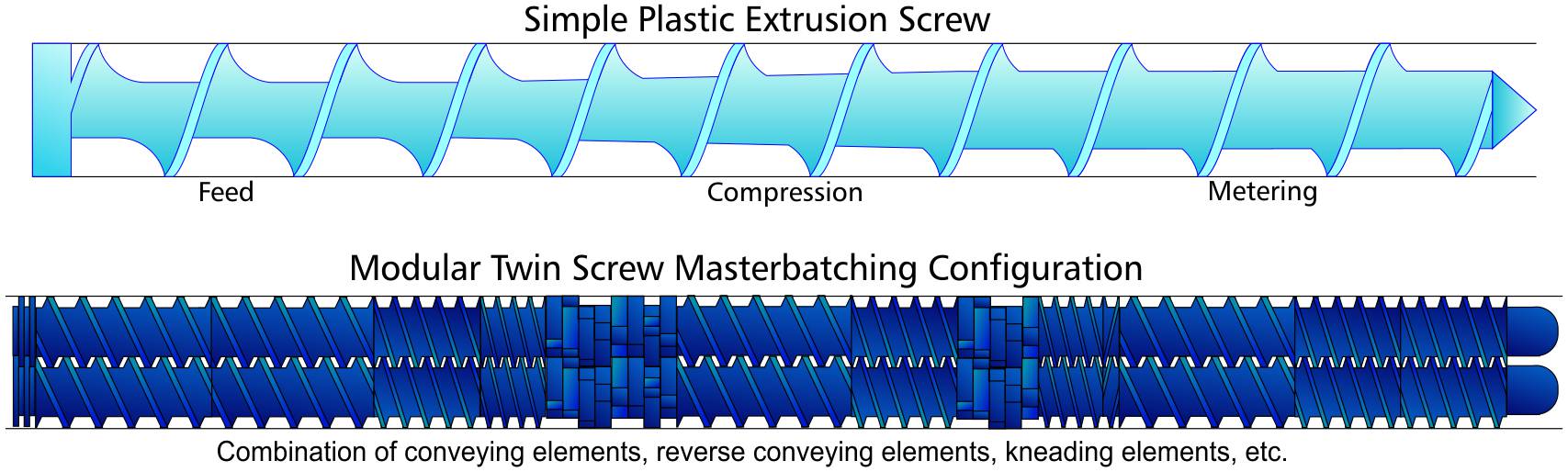
The dispersion process usually takes place in a specially configured, twin-screw extruder. Several companies manufacture masterbatch extruders. Leistritz and ZSK designs are amongst the best for producing very highly loaded masterbatches and compounds. Their compounding lines have segmented barrel and screw elements, so they can be configured in many different ways. Masterbatch producers are often secretive about their favourite screw configurations. There are now exist several Chinese copies – some almost as good and substantially cheaper.
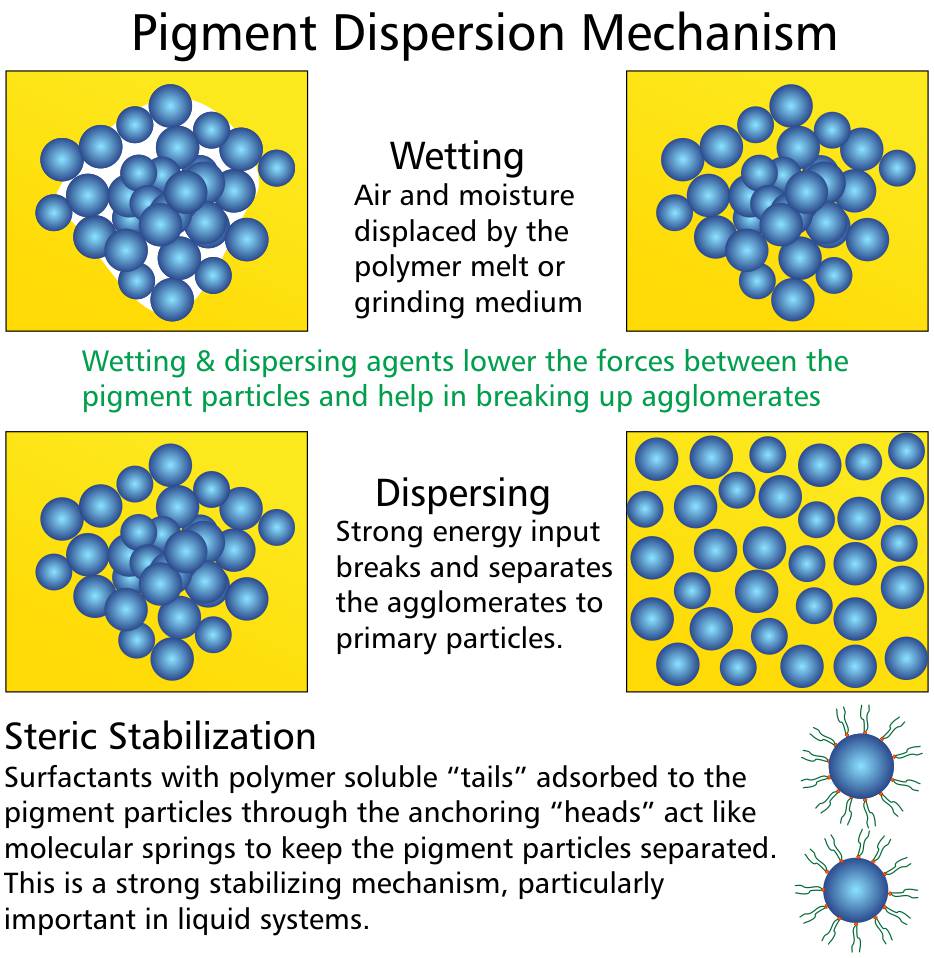
During extrusion, the pigment particles are first thoroughly enveloped or wetted-out with the molten polymer. The higher the viscosity of a dispersion medium, the lower it’s wetting power. If, as a result of excessively high viscosity, inadequate wetting of the pigment takes place at the start of the dispersion process, then a pigment will not be finely divided by the shearing forces, but rather it will re-agglomerate to particles of a size which was not originally present. HDPE wax, which forms a low viscosity melt early in the dispersion process, is often added as a wetting agent in masterbatch production.
As the mixture moves down the extruder, all particles are separated and distributed uniformly throughout the polymer mass. At that time agglomerates and some aggregates are broken down as completely as possible to their components.
Dispersants lower melt viscosity and prevent re-agglomeration. These are typically surfactant structures with a dispersant “head” that anchors to the pigment particle, and “tail” compatible with the surrounding polymer matrix. The tail needs to be sufficiently long to keep the pigment particles apart. Some plastic grades of pigments are treated with dispersants during their manufacture e.g. plastics grades of TiO2 are usually coated with alumina, silica and siloxane. Stearic acid and metal stearates are commonly used by masterbatch formulators.
Nano particles are opening up new application areas within the plastics industry. Their huge surface areas make them very difficult to disperse. As their use and importance grows, we can expect corresponding advances in dispersant and coupling agent technology. A coupling agent functions in a very similar way to a dispersant, but the ‘tail’ becomes mixed and intimately bound with the surrounding polymer.
Masterbatches can contain up to 90% active components (and only 10% of carrier resin). Even high surface area, organic pigment loadings can be as high as 60%. Water cooling and pelletizing of strands becomes impractical at these high loadings, so very high solids masterbatches are usually ‘face-cut’. Not all masterbatch producers have invested in die face cut technology and this limits them to a lower active content.
Liquid colour is essentially a masterbatch dispersed in a liquid medium. The carrier is often, but not always, a surfactant mixture designed to initially act as a dispersant and then to become an integral part of the polymer matrix during the manufacturing process. It coats the polymer granules in the screw feed zone, so it can be used at very low addition rates. It also has the advantage of not adding ‘cloudiness’ to transparent polymers. This makes it ideal for producing transparent shades and translucent tints. It is also great for adding liquid components e.g. liquid UV stabilizers.
Unfortunately liquid colour has to be kept at a pumpable viscosity. This limits the maximum solids content. Whilst solid masterbatch pellets can contain 50% of high quality e.g. 15nm, carbon black, liquid colour will top out at around 20%. It is unreasonable to expect a short-screw injection moulding machine to homogenize plastic with more than 1% of the liquid carrier. Streaks and de-lamination due to ‘channelling’, and weakened weld lines are just some potential problems. Companies selling liquid colour often ‘oversell’ their product by telling their customers that their system can replace everything. They then destroy their credibility by, for example, attempting to colour white blow moulded bottles, which may require 3% of TiO2 and thus up to 2% of liquid carrier!
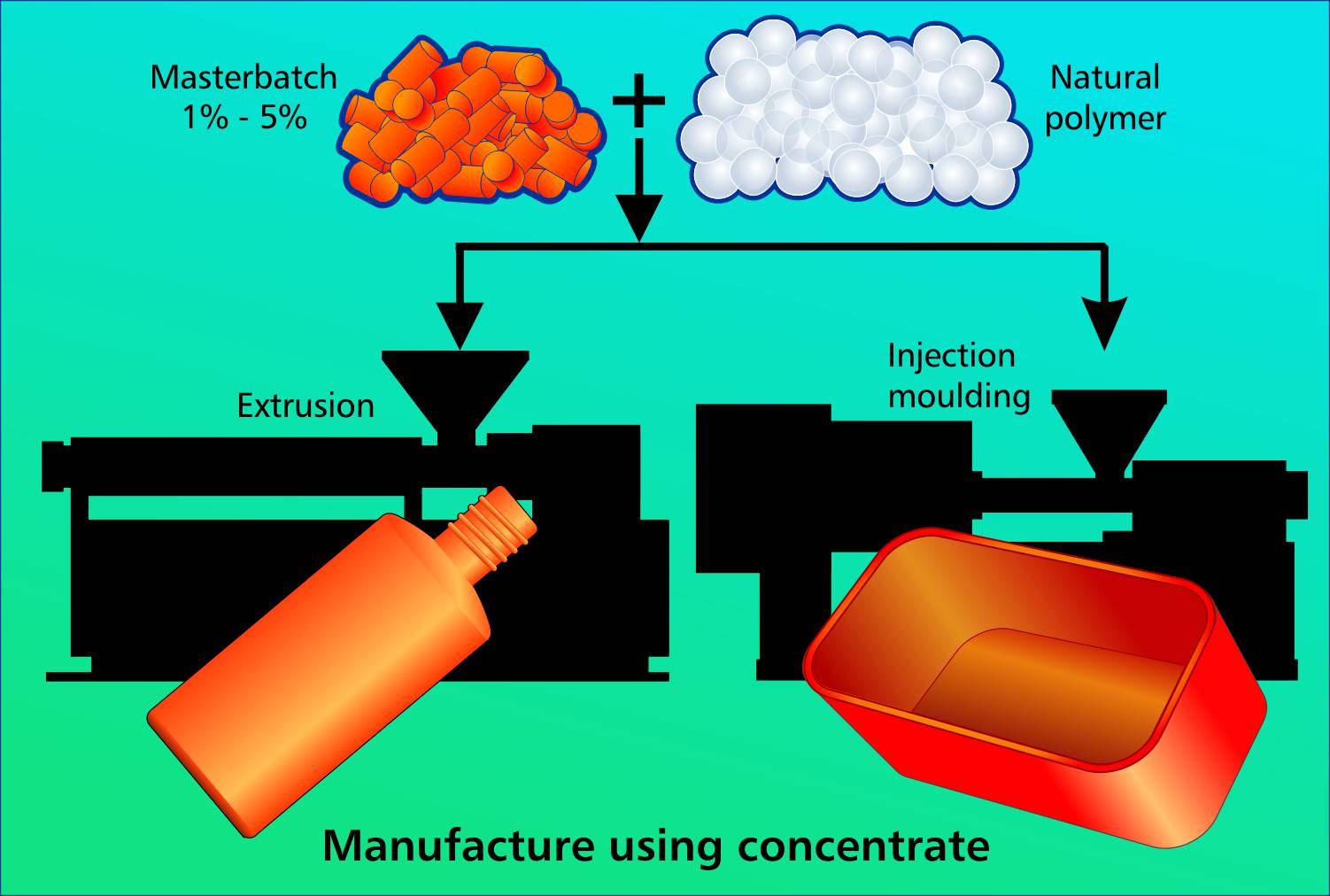
Masterbatches can be based on the exact same polymer that will make up the final article. To obtain uniform colour distribution, addition rates need to be relatively high (3% to 5%) because the masterbatch will melt at the same rate as the rest of the polymer. It also means that matching parts e.g. HDPE bottle and its’ PP closure have to be coloured with two different masterbatches. This method will guarantee maximum compatibility, but is more expensive (high addition rates) and less flexible than using a ‘multi-purpose’ masterbatch.
There are many ideas as to what constitutes a ‘multi-purpose’ masterbatch. A simple, common type might consist of pigments dispersed in a combination of high flow LLDPE/LDPE mixture, with small amounts of PE Wax and calcium stearate. It will melt earlier than the natural polymer being coloured, so almost like liquid colour, it can be used at low addition rates because the natural polymer will be coated with colour before it melts. Many plastics will tolerate a small amount of impurities without significant loss of properties; so if the carrier amount is low (say 4 gm per kg of natural polymer), this type of concentrate will work well in polyolefins and several other polymer types.
Ideally a ‘multi-purpose’ masterbatch should be very concentrated to introduce as little carrier resin as possible. It should have a lower melting point and a lower melt viscosity than the natural polymer being coloured. It should also contain anti-static additive – as little as 0.1% of GMS60 in the masterbatch formulation eliminates a lot of problems for the manufacturer of plastic items.
In Australia and New Zealand, 2% ‘multi-purpose’ masterbatch addition rate has become the norm for thick section mouldings i.e. excluding blown film, stretched tape, etc. A 1%, or lower, addition rate should become the new norm. For the plastics convertor this will improve the quality of the end-product and decrease colouring costs – a win/win. As masterbatch addition rates decrease, automatic feeding equipment (preferably gravimetric) becomes increasingly useful, but the larger factories are already automated.
A common belief is that the addition rates have to be at least 2% because injection moulding machines have short screws that struggle to adequately homogenize the melt. Injection moulding machines also have screw-speed and back-pressure controls. Introducing less heat from the temperature controllers and more from mechanical energy will result in a more homogenous melt, and therefore a better end product.
© Vibron 2018