Home » Which colourant to use?
Which Colourant to use?
Click on any image to cycle through the images in this section

What makes us choose a particular colourant? I have divided this into two parts – the most important factors, and all the others.
Fastness properties
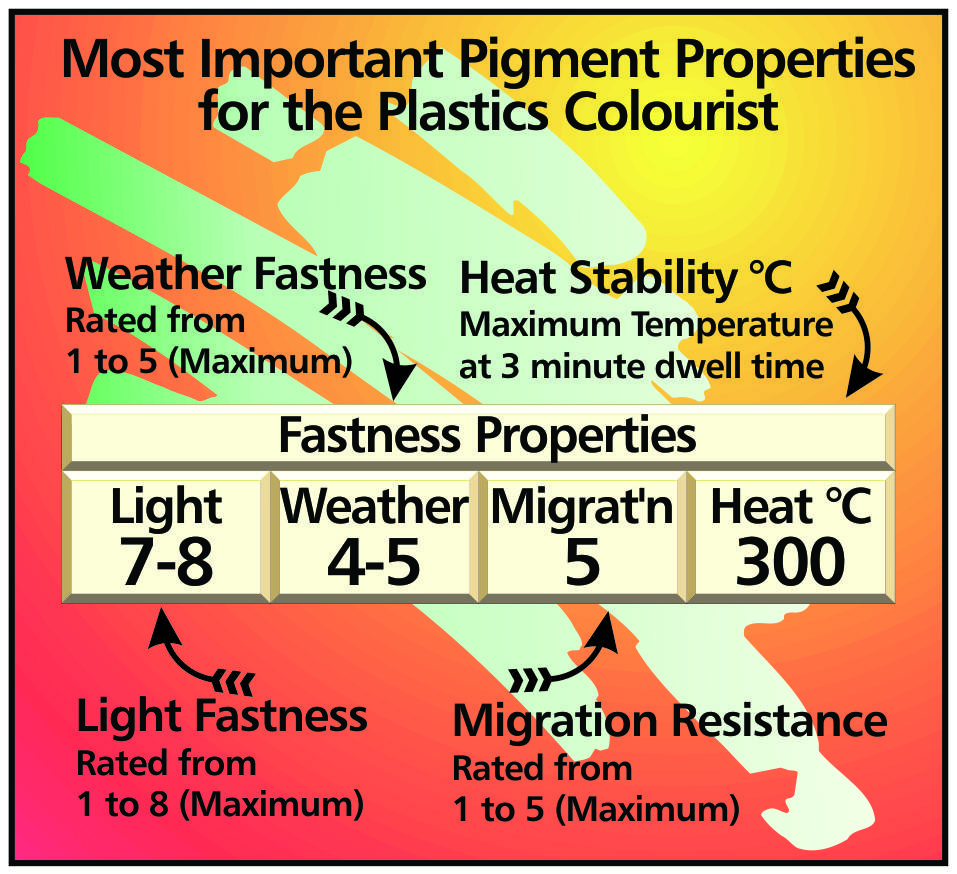
The most important pigment properties for the plastics colourist are fastness properties. These can be summarized as:
- Light fastness – rated 1 to 8 (maximum). Logarithmic scale, so 7 will last twice as long as 6
- Weather fastness – rated 1 to 5 (maximum), evaluated against a 1-5 grey scale
- Migration resistance – rated 1 to 5 (maximum)
- Heat stability ºC – maximum processing temperature with 3 min. dwell time.
My illustrations include these properties for a typical representative of each group. These are based on a combination of supplier data and my own experience. Often, even two suppliers of a chemically identical pigment, will quote different fastness values, so there is a lot of scope for conflicting opinions.
The devil’s in the details…
Wait, there’s more… When selecting a colourant the choice is dictated by the desired shade, the nature of the polymer being coloured, the processing requirements, the desired end use properties and cost.
Colouristic requirements
These are often specified by fashion trends, or a plastic part may need to match other components. The shade, brightness, opacity or transparency often dictate the choice of colourant, which can be further restricted by metamerism.
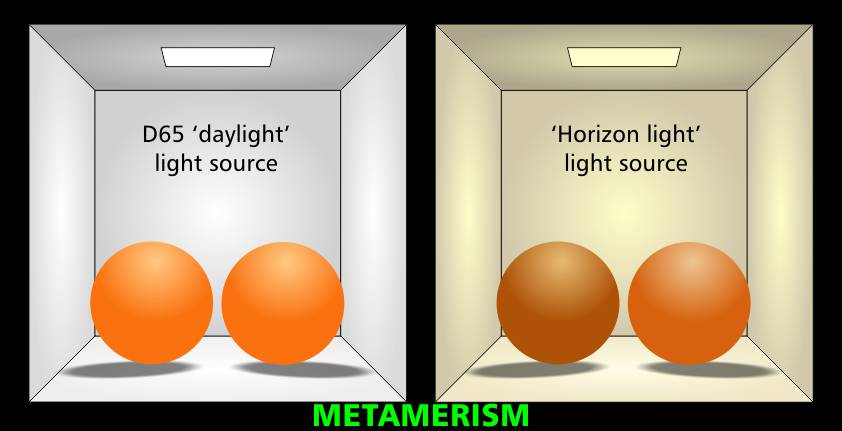
Metamerism
Colours are described as metameric when they look the same under one light source e.g. daylight but different under another illuminant e.g. fluorescent light. It is usually due to using different colourant formulations resulting in reflectance curves that cross over at several wavelengths of the visible spectrum. Metamerism is rarely a problem with CMYK printing where only four pigments are used. It is a slightly bigger problem with house paints, where the shade is generated using maybe 16 concentrated tinters. It is a huge problem in the automotive and plastic industries where a great number of colourants are used. Next time you’re on a street, look at how few ‘body coloured’ plastic bumpers actually match the rest of the panels.
Non-metameric matchings can’t be achieved for all paint, printing ink or fabric colours in plastic, since the colourants used may be technically unsuitable for the polymer being coloured.
Inertness in the polymer
The two factors to consider are the chemical and solvent resistance of the pigment itself, and the possible interaction between the pigment and the polymer or its additives, for example:
- Sulphur-containing pigment in lead stabilized PVC can give dark spots due to the formation of lead sulphide.
- Phthalocyanine pigments act as nucleators in HDPE causing distortion, shrinkage and high stress levels.
Processing requirements
The main ones are heat stability, dispersibility and freedom from plateout.
Heat stability
The colour should not change during processing due to colourant degradation, solubility or interaction with other components. Heatstability is dependent on the polymer type and other pigments and additives present. It generally improves with increased pigment concentration.
Dispersibility
Incomplete colour dispersion can cause poor colour development and colour variation between articles and when switching from one machine or process to another. The presence of pigment agglomerates can make processing difficult e.g. clogging of screen packs; and will cause specs and streaks in the finished product.
Plateout
The deposition on machine parts during processing. Usually due to exudation of lubricants or stabilisers carrying the pigment with them to the surface. It becomes worse at high pigment loading and high processing temperatures, e.g. Calcium 2B Toner and Ba/Cd stabilized flexible PVC compound.
End use properties
Light and weather fastness
This is important when the article is intended for use outdoors. The shade should not alter significantly due to sunlight or atmospheric influences during the life of the article.
Migration resistance
Migration is due to partial solubility of the pigment in the polymer or additives, e.g. plasticizers. The least soluble pigments always display the least tendency to migrate. Migration is a problem only when dealing with organic pigments, since inorganic pigments are insoluble in resins or additives.
Bleeding
The migration of pigment from a pigmented plastic into an adjacent medium. It becomes worse at high pigment loadings, e.g.
- From coloured PVC film into uncoloured PVC film in contact with it.
- From a packaging container into foodstuff.
Blooming
The migration of colourant to the surface of the plastic forming a dusty film. The colourant displays temperature-dependent solubility in the plastic. It partially dissolves during processing forming a supersaturated solution at room temperature. The dissolved part of the pigment can then crystalize out on the surface of the plastic.
The risk of blooming is generally highest with high processing temperatures and low pigment concentrations.
Rub fastness
The article, when rubbed with a wet or dry cloth, can leave a stain on the fabric, sometimes when no blooming is visible, e.g. calcium 2B toner in PVC leathercloth.
Chalking
This looks like blooming but is not solubility related. The weathering of the plastic surface, sometimes catalysed by the pigment, leaves a layer of pigment exposed e.g. anatase grades of titanium dioxide.
Toxicity
The two most widely accepted criteria are –
- The colourants used shall not migrate out of the plastic
- The colourants should not contain soluble impurities which could be injurious to health.
In Australia and New Zealand, AS2070-1999 Plastics materials for food contact use states –
Colourants: Colourants used in plastics materials for food contact use shall comply with the Council of Europe Resolution AP(89) 1, Resolution on the use of colourants in plastics materials coming into contact with food and with any subsequent amendments or revisions.
At present AP(89) 1 sets 0.1M HCl extractable limits for Cd, Se, Ba and Pb at 100 ppm, and hexavalent chromium at 1000 ppm.
This property is important when selecting pigments for colouring children’s toys and plastics likely to come in contact with food. Lead chromates and molybdates, and barium toners will generally not comply with AS2070 / AP(89) 1.
Electrical properties
When colouring electrical cables and components, care must be taken to select pigments which do not impair the electrical properties, e.g. dielectric loss factor and volume resistivity of the polymer.
Cost
Cost should be compared at equal strength not equal weight. The lowest cost formulation meeting all necessary requirements should be selected.
© Vibron 2018